
管子铰板(俗称代丝)是用手工铰制外径为6.100mm各种钢管外螺纹(外丝扣)的主要工具,分为普通式和轻便式两种。
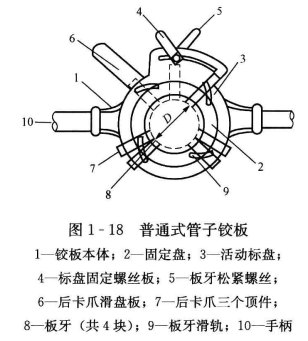
1、普通式管子铰板。普通式管子铰板主要由板体、扳手和板牙三部分组成,如图1-18所示。每种规格的管子铰板都分别附有几套相应的板牙,每套板牙可以套两种尺寸的螺纹。
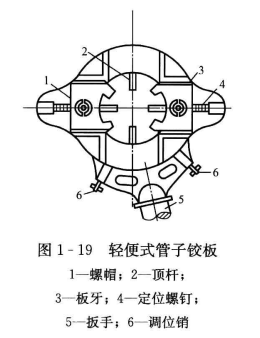
2、轻便式管子铰板。如图1-19所示,轻便式管子铰板只有一个扳手,扳手端头内,备有R1/2管螺纹,以便操作者根据施工场地具体情况,选配一根长短适宜的扳手把。
使用管子铰板时,预先要检查丝板和板牙规格是否符合所要套的螺纹要求,再按板牙的顺序号1, 2, 3, 4装入和板牙号相同的丝板牙室内,不得颠倒或乱装。然后,松开标盘固定螺钉,把手柄向左推,转动活动标盘至管径相应的规格与固定标盘对准,再拧紧固定螺钉。接着松开后爪,把管子丝板套在管子(标盘应面向操作者),再拧紧后爪,使压紧螺钉轻压在管壁上。套丝时,人应站在管子丝板前面,一手扶住丝板向内推,另一手按顺时针方向转动丝板手柄。当板牙进入管子2扣时,人站在丝板手柄一侧继续均匀用力旋转手柄(注意不得用加套管等接长手柄),使板牙缓缓而进。
套丝过程中,要经常向切削处加机油润滑和冷却板牙。套丝的切削深度要适当,不同管径应有不同的套丝次数:DN32mm以下,最好2次套成;DN32-vDN50mm,可分2次或3次;DN50mm以上必须在3次以上。严禁一次完成。
为使套成的螺纹有一定的锥度(俗称拔梢),常常是利用在套丝过程中逐渐松开板牙的压紧螺钉来达到的。螺纹加工到规定长度后,松开板牙压紧螺钉,再轻轻取下板牙和手柄,不得回旋退出,并清理螺纹表面及管子丝板上的铁屑和油污。







