硬聚氯乙烯板回形直管卷制成形工艺若不符合工艺标准,将使回形直管的椭圆度增大。
首先,将电热箱的温度保持在130~150℃之间,等温度稳定后,将下好料的板材放入电热箱内加热。操作时,必须使板材整个表面均匀受热,加热的时间应当根据板材厚度决定。
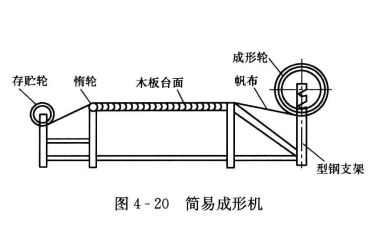
当板材被加热到柔软状态时,从电热箱内取出,将板材放在垫有帆布的木模中卷成圆管,如图4-19所示。等完全冷却后,将管取出。
帆布的一端用铁皮板条钉于木模上,另一端钉在地板上。在卷管时,应当把帆布拉紧,把塑料板放入对齐后,再滚木模卷管。
木模是用红松木料做成空心的圆管,其外径等于风管的内径,其长度应当比风管长度略长100mm。一般风管按照板宽下料,板宽为900mm时,木模长度可为1000mm。
塑料风管的圆弧均匀与否,基本上取决子木模,所以木模外表应光滑,圆弧应正确,有条件可以用车床车圆,砂纸打光。
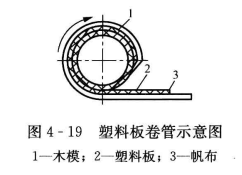
圆形直管加热成形除了采用手工操作的木模法外,还可采用简易的圆形直管成形机进行加热成形。当板材加热到呈柔软状态后,可以从电热箱取出放到图4-20所示的成形机台面上,手摇成形轮将塑料板卷入帆布轮中,然后再用压缩空气强行冷却后将成形后的塑料管从成形机上取出。