当铜管和杯形口被加热到焊接温度时呈暗红色,需从火焰的另一侧加入钎料,如果钎焊黄铜和紫铜,则需先加热钎料,并在焊前涂覆钎剂后方可焊接。
钎料从火焰的另一侧加入,有三方面的考虑:
1)防止钎料直接受火焰加热令温度过高而使鱼料中的磷被蒸发掉,影响焊接质量;
2)可检测接头部分是否均匀达到焊接温度;

3)钎料从低温处向高温润湿铺展,低温处钎料填缝速度慢,所以让钎料在低温处先熔化、填缝,而高温处填颖时间要短些,这样可使鲜料不致低温处填缝不充分而高温处填颖过度而流失,也就是使钱料能均匀填缝。焊接时,可能出现焊料成球状滚落到接合处而不附着于工件表面的现象,其原因是:被焊金属未达到焊接温度而焊料已熔化或被焊金属不清洁。
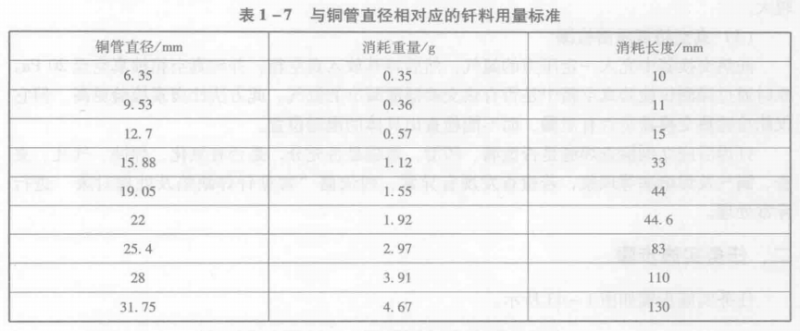
(2)钎料的用量:以磷铜镍料(Ф2×500mm)为例,在合理的间辽条件下,通过实际测量,与铜管直径相对应的钎料用量标准见表1-7。