
1.气焊时铜管颇色与温度关系
制冷系统管路接头的焊接质量直接影响制冷性能。为了确保焊接质量,掌握焊接温度是十分必要的。铜管颜色与温度的关系。
2.焊接工件的嵌合间隙
焊接时,两管之间要有适当的嵌合间隙,并要将被焊工件表面的氧化膜、油脂、脏物等清除干净。
(1)套插铜管的间隙和深度。
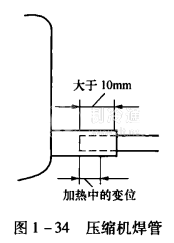
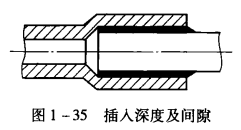
当制冷系统与压缩机的管道焊接时,制冷剂管插人管道的深度必须有10mm,如图1一34所示。若小于10mm,在加热时插入管易变位(向外移动),导致焊堵。电冰箱制冷管道接头插人深度及间隙要求如图1一35所示。间隙一般选在0.05~0. 2mm之间。若接头部分的间隙过大,则焊料难以均匀地渗人,会出现气孔,导致系统漏气;若间隙过小,则流进间隙的焊料减少,造成焊接质量不好,焊口强度不够或形成虚焊。
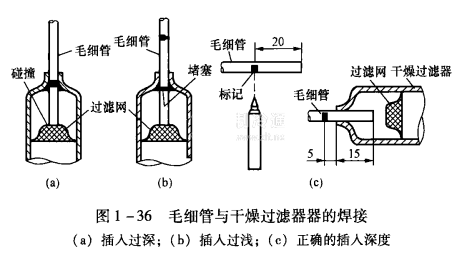
(2)焊接毛细管与干燥过滤器时,首先应注意毛细管插入干燥过滤器中的深度。插入太深,可能撞坏过滤网,易造成毛细管口被堵塞,如图1一36 (a)所示;插入太浅,焊接时焊料会堵塞毛细管入口,制冷系统中的杂质会积聚在毛细管人口造成脏堵,如图1一36 (b)所示。正确的插入深度应如图1一36 (c)所示。







