
制冷系统焊接时应采用中性焰。焊接温度要比被焊物的熔点温度低,一般为600~700℃,当气焊火焰将铜管烤成暗红或亮樱色时,即可向被焊接管口送人焊料,并用中性火焰的外焰继续向管口处加热保温,焊料就可以熔化,沿着焊口自动流成一圈,达到焊接的目的。
使用铜磷焊料进行焊接时,要尽快地使被焊的钢管接口处升温,焊料熔入焊缝的深度应在3~4mm以上,以保证接口处有足够的强度。焊接操作方法如图1一37所示。
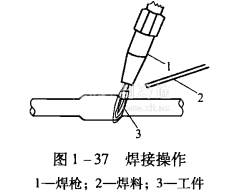
焊接时,要反方向送入焊料,使焊料不直接接触火焰,以免在焊接过程中产生气孔。使用铜银焊料进行焊接时,要相对放慢对焊口的加热速度,提高焊口处的热容量,这样有利于提高焊口质量。
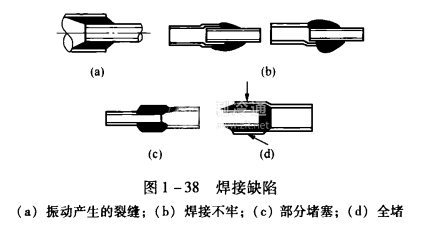
焊接过程中要避免如图1一38所示的焊接缺陷。焊接时,当焊口的焊料没有完全凝固时,绝对不可使管口受到振动,否则将会使焊口内产生裂缝,造成渗漏隐患;焊接结束后,必须将焊口处遗留的焊剂清除干净,以防日后腐蚀管路;在全部焊接工作完成以后,要用高压氮气对整个制冷系统进行检漏,以检验焊接质量。







