
1.连杆小头的修复
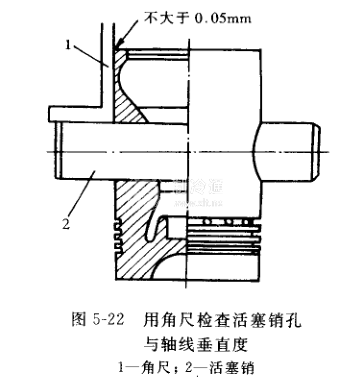
连杆小头衬套由磷青铜制成,要注意油槽是否畅通,铜套拉毛时最好换新。装入新套后,要用相应直径的绞刀绞一下,以保证铜套和活塞销的正常间隙(一般为0.05mm),纹孔通常用手工进行,小型衬套可夹持在虎钳上,双手握住绞刀。边转动边推进;大型衬套可用特制绞刀或在机床上进行。为了保证销孔两端的同心度,最好选用有导杆的或刀刃较长的绞刀。调整绞刀时,要考虑到绞后孔的尺寸会略大于绞刀尺寸(通常为0. 02-0. 03mm左右)。为了保证与活塞销有良好的配合,绞孔时要用内径千分尺检查,或用活塞销试配,如果能用一手之力轻轻拍入销孔并能转动,说明配合良好,并用角尺检查活塞销孔中心线与轴线的垂直度,见图5-22。
如果没有绞刀,可在衬套内孔涂油后,用木锤轻轻把活塞销打入,然后再打出。这样套内便有碰痕,用刮刀刮修碰痕,直至活塞销全部进入铜套并能转动为止。活塞销和小头衬套最好同时更换,因为一般都是活塞销先磨损。
2.连杆大头
如连杆大头轴承座孔的分界面损伤之后可以用研磨法磨平或者用砂纸打光。分界面经修整之后.表面不得偏斜,相互保持平行,接触面不应少于总面积的70%,否则引起连杆与下轴承倾斜摩擦或导致连杆螺钉松动,产生严重事故。分界面的偏斜程度可用高度游标卡尺所测出的弧顶高尺寸之差确定,其值不应大于0. 05mm。分界而经修整后,轴承孔必然引起几何形状的改变,通常采用在轴承分界面之间附加适当厚度的垫层,以恢复大头轴承孔的正确形状,为了保证质量。若垫层宽度超过0. 3mm时,则应把孔加工到标准尺寸,同时可采用在孔内堆焊后再杖削或设法在衬瓦背面加镀层来恢复配合,但绝对不能采取加活动垫片的方法。
若分界面良好,但大头轴承的内表面有部分的损伤时,也可以把分界面预先锉去0. 3mm厚度以内的金属,然后把内表面再键削到标准尺寸,锋削后的轴承孔应为:
①锥度和椭圆度不能大于0. 02mm。
②若连杆长度(即大小头座孔中心线之间的距离)减少的量超过了许可范围,就应在加工小端铜套时设法予以补救。
连杆螺栓支承面损伤之后,可用堆焊修复,堆焊时注意不要烧坏螺纹,焊面应锉平整。
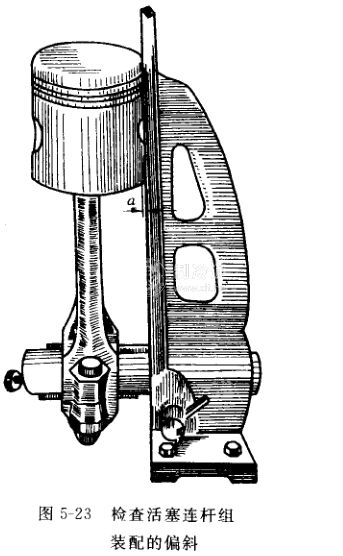
活塞连杆组装后,应按图5-23方法测清其垂直性能,所测得的a值在100mm内不得大于0.05mm。







