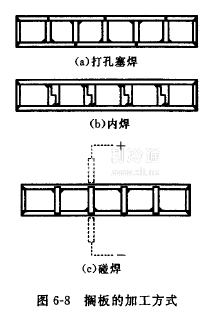
2.制造搁板的制造有三种方法,分别如图6-8(a)、(b)、(c)所示,图
(a)为“塞焊”,即将导流隔条相
间地分别焊在下盖板和上盖板上,构成两块形状相似方向相反的带导流板的盖板。将它们对合在一起就形成了导流通道。
在盖板上与导流隔条相应位置每隔一定距离钻一个孔,用填焊的方法将盖板与隔条焊接起来。
用这种方式焊接时排渣较困难因而焊接强度较难保证,另外板面上局部加热,可能造成热变形,搁板的平直度难以保证。图
(b)所示的是将每根导流隔条制成两根相互嵌合的隔条,分别焊
于上、下两盖板上,成为两块相似的盖板,将其相对嵌合后,再将周边焊接在一起即可。由于两盏板组焊前变形相似而方向相反,组焊后其变形量可以相互抵消一些,因而总的变形较小,且强度好,但工艺较复杂。图(c)所示的是将隔条分别焊于两底板上,制成结
构相近但方向相反的底板,将其相对压合在一起,用大电流电阻焊焊合起来,此种结构,板面总的变形也较小,自动化程度较高,是一种较为先进的加工方法,但是因在熔点处板面有熔化,冷却后搁板表面略有凹坑,增加了表面平整的加工量。此外,由于熔点处除承受内压力外还需承受变形力,加之熔点处承力面较小,因此要有足够大的熔点。