
连杆的修复如下。
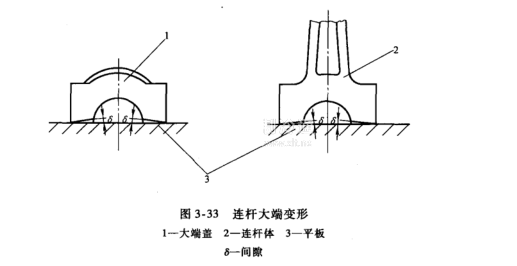
1.连杆大端变形的修复由于连杆大端瓦(指薄壁瓦)的余面高度太大,或两侧垫片(指原壁瓦)的原高度不一致,或放置不当,当连杆螺栓拧紧时便产生变形,如图3-33所示。
1)镗修大端孔。将连杆体和大端盖的两剖分面分别磨去少许,使剖分面垂直于杆体,然后将大端盖组装在杆体上,按大、小孔中心距尺寸重镗大端孔至规定尺寸。
2)检修两螺栓孔。检查两螺栓孔的圆度、平行度、圆柱度及两螺栓孔的两端平面对其轴心线的垂直度。若不符合规定要求,应进行镗孔或饺孔修复,并按修复后的孔径配制螺栓。
2.连杆小头孔磨损的修复由于小头村套与小头孔的配合松动,在运转中发生相对转动而磨损。
1)筐小头孔。将套取出,量准大、小头孔中心距尺寸,按技术要求镗削小头孔。
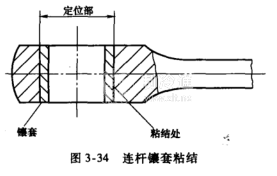
2)配村套。按镗孔的实际尺寸制作村套外径,保证其过盈量。衬套与孔的配合应是H7/r6.或用镶套粘结法修复,如图3-34所示。
3.连杆体的弯曲、扭曲变形的修复
(1)校正变形在测得连杆变形量后,对中、小型连杆,可用机械加压冷校法进行校正;大型连杆用机械热压法校正。其操作方法与校正曲轴变形的方法相同。
(2)偏差的修正校正后的连杆,要对大、小端平面进行磨削或刮研修正,以使其平行。同时,注意不要因热压校正而引起新的裂纹或其他有损质量的缺陷。
4.连杆螺栓头及螺母支承面的修复与更换
(1)螺栓头部与螺母支承面的修复如果螺栓、螺母的支承面与孔端面有接触不良或划伤、擦痕等情况,进行刮研修复。
(2)螺栓和螺母的更换在使用过程中,一旦发现有以下情况之一时,应立即予以更换。
①螺纹损坏或配合松动。
②发现裂纹。
③螺栓产生过大的残余变形。
5.修理技术要求
①连杆大、小端孔直径公差为H7级精度,螺栓孔直径公差为H8级精度,各孔表面粗糙度值不大于Ral.6um。
②连杆大、小端孔的圆柱度不低于7级精度。
③连杆小头孔对大端孔轴心线的平行度不低于6级精度。
④两螺栓孔轴心线的平行度不低于9级精度,两螺栓孔的端面对其轴心线的垂直度不低于6级精度。







