
风管板材的画线与剪切
1、手工画线、剪切或机械化制作前,应对使用的材料(板材、卷材)进行线位校核。
2、应根据施工图及风管大样图的形状和规格,分别进行画线。
3、板材轧制咬口前,应采用切角机或剪刀进行切角。
4、采用自动或半自动风管生产线加工时,应按照相应的加工设备技术文件执行。
5、采用角钢法兰铆接连接的风管管端应预留6~9mm的翻边量,采用薄钢板法兰连接或C形、S形插条连接的风管管端应留出机械加工成形量。
风管板材的拼接及接缝
风管板材拼接及接缝应符合下列规定:
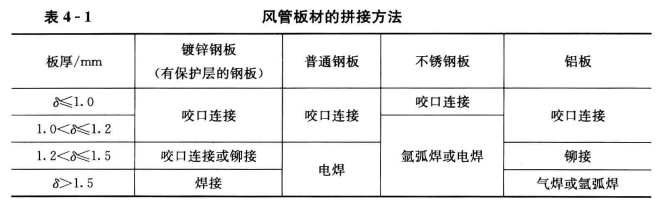
1、风管板材的拼接方法可按表4-1确定。
2、风管板材拼接的咬口缝应错开,不应形成十字形交叉缝。
3、洁净空调系统风管不应采用横向拼缝。
风管板材的咬口连接
风管板材采用咬口连接时,应符合下列规定:
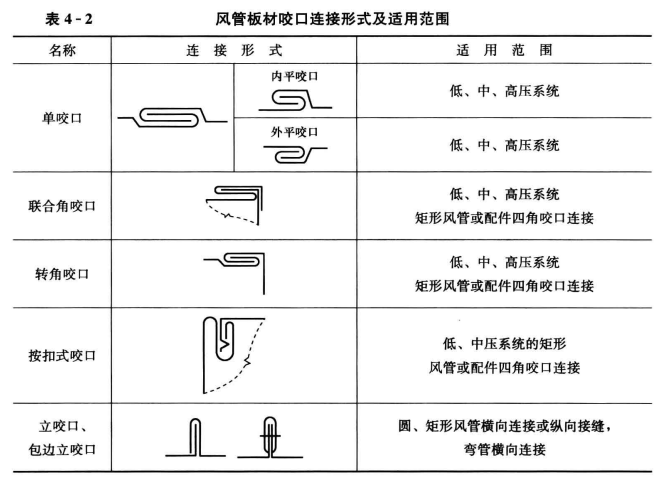
1、矩形、圆形风管板材咬口连接形式及适用范围应符合表4-2的规定。
2、画线核查无误并剪切完成的片料应采用咬口机轧制或手工蔽制成需要的咬口形状。折方或卷圆后的板料用合口机或手工进行合缝,端面应平齐。操作时,用力应均匀,不宜过重。板材咬合缝应紧密,宽度一致,折角应平直,并应符合表4-3的规定。

3、空气洁净度等级为1-5级的洁净风管不应采用按扣式咬口连接,铆接时不应采用抽芯铆钉。
风管焊接连接
风管焊接连接应符合下列规定:
1、板厚大于1. 5mm的风管可采用电焊、氮弧焊等。
2、焊接前,应采用点焊的方式将需要焊接的风管板材进行成形固定。
3、焊接时宜采用间断跨越焊形式,间距宜为100~150mm,焊缝长度宜为30~50mm,依次循环。焊材应与母材相匹配,焊缝应满焊、均匀。焊接完成后,应对焊缝除渣、防腐,板材校平。







