
2.改造措施
(1)增大一级活塞余隙,改造二级缸盖为了使压缩机一级排气温度尽可能降低到170℃以下,经过方案比较,决定采用改造一级活塞组件和二级气缸盖的方案,即通过增大一级活塞余隙、减小一级气缸的工作能力、提高二级气缸的能力来实现。
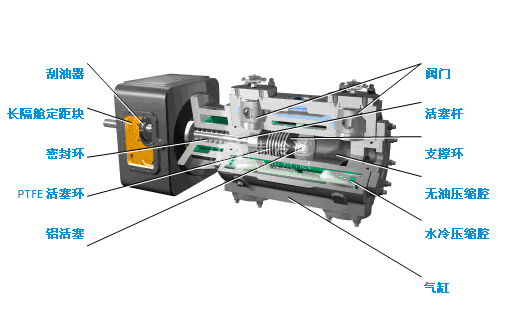
①改造两个一级活塞、两个一级活塞杆及配套活塞背帽。活塞单面锥台高度由原来的295mm减到211mm,活塞直径由原来的820mm(图样尺寸为825mm)增大到825mm。这样余隙从原来的9%增加到15%(全部切除将增加余隙24%),设计流量则从207m3/min降到190m3/min,一级排气温度理论计算为160℃(吸气温度30℃),轴功率1200kW。锥台切除后,为活塞内部结构的改善创造了条件,并能优化其他运行参数。改造后的H-198/13.7型压缩机一级活塞图如图11-19所示。
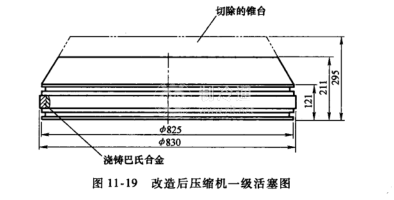
②改造了二级缸盖。通过增加垫板措施,使二级缸盖增厚了20mm,二级气缸向盖余隙由25mm降到5mm,增大了二级缸的吸气量,进一步促进了一级排气温度的下降。增加的垫板采用涂抹了螺纹锁固剂的沉头螺钉与缸盖本体连接、沉头螺钉再与垫板焊接,连接的沉头螺钉数量达35个。改造后的H-198/13.7型压缩机二级缸盖图见图11-20。
(2)改造一级活塞的结构形式活塞采用20#钢板焊接结构,活塞内部肋板的布置要均匀,肋板回转面积要直接承受85%以上的活塞力;活塞各焊接部位焊接要良好,母材要有规范的焊接坡口,焊高符合规范要求,活塞焊后热处理要符合规范要求;活塞腔要做水压试验,试验压力为0.25MPa,保压时间不少于30min,并应不渗漏;在活塞端表面上钻了直径为3mm的通气孔。这些措施保证了活塞良好的强度和刚度。
将活塞支撑环改为了巴氏合金环,活塞环采用PEEK材质。
(3)其他改造措施针对机组波纹补偿器拉杆多次断裂的问题,通过增设一排、二排、三排管道的支撑,改变管道的振动固有频率,加大波纹补偿器拉杆尺寸及采用弯管压力平衡型补偿器等措施,促进了机组振动减小。
原电动机支撑轴承的润滑方式为油浴润滑,油品为TSA46#汽轮机油,油温达到75℃以上,电动机轴承经常损坏。将电动机支撑轴承润滑方式改为了强制循环润滑,润滑油与主机传动润滑油一致,均为HL100#通用机床润滑油,轴瓦温度降到了60℃以下。
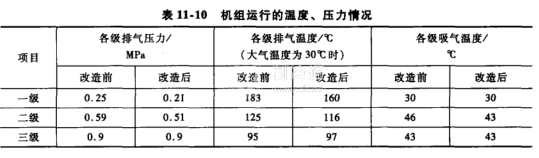
3.效果机组运行的温度、压力情况如表11-10所示。
机组运行的振动情况如表11-11所示。
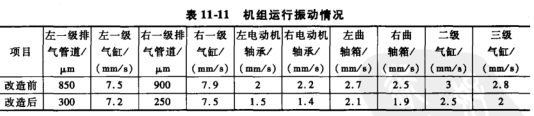
机组主电动机电流由改造前的134A降到116A,降低了13,4%;轴功率由1430kW降到1220kW左右,降低了15%;机组排气量由207m3/min(设计)降到185m/min,降低了11%左右。机组运行平稳,一级排气管道、曲轴箱、电动机支撑轴承、二级缸等部位的振动均有较大的降低,降幅达到20%以上。一级缸的振动值与改造前相比降幅较小,分析确认为一级活塞向轴、向盖的余隙差别较大所致,属正常现象。经一段时间的振动监测,振动没有裂化趋势,机组运行平稳。
①改造方案理论充分、技术可行,相比对气缸体进行改造,投资最省,改动最小。
②机组一级排气温度降到170℃以下,满足了相关规范要求,提高了活塞环、支撑环的使用寿命。
③一级活塞的锥台切除了84mm、肋板布置方式得到改善、肋板受力状况变好,提高了活塞的强度和刚度,延长了活塞的使用寿命。
④压缩机整机性能得到优化,改造均衡了压缩机各级的压缩能力,各级压缩比匹配良好、受力状况得到根本改善、平均振动值大大降低,机组运转平稳,比功率符合标准要求。优化改造虽然降低了机组排气量,但保证了机组的安全可靠运行,是成功的。







