
焊接工具主要由三部分组成,如图1-8所示
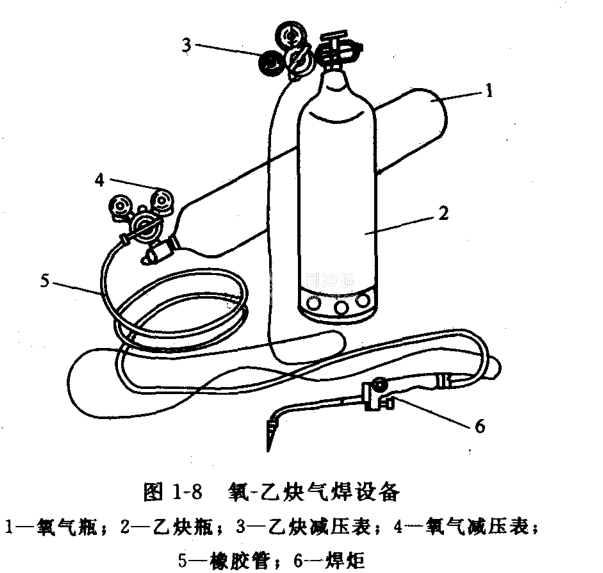
①氧气瓶。氧气瓶是储存和运输高压氧气的容器。氧气瓶容量一般为40L,额定工作压力为15 MPa。瓶体漆成天蓝色,并漆有黑色“氧气”字样。
氧气瓶在使用时有以下注意事项。
a.在室内外使用氧气瓶时,必须安放稳固,防止倾倒;使用氧气瓶时,要放在凉棚内,严禁阳光直接照射或靠近火炉、暖气片,以防因温度升高使瓶内压力剧增,引起爆炸。冬季如果氧气瓶冻结,要用热水解冻,严禁用明火加热。
b.严禁易燃物和油脂接触氧气瓶阀、氧气减压器、焊炬、氧气胶管,以免引起火灾和爆炸。
c.转动瓶帽时,只能用手或扳手旋转,禁止用铁锤等硬物敲击。
d.在安装减压器前,微开瓶阀,吹掉阀口内的杂物,再轻轻关闭,装上减压器后,要缓慢打开瓶阀,人体要避开阀门喷出方向。
e.氧气瓶的氧气不能全部用尽,最后要留0.05-0.1MPa压力的氧气。
f.搬运氧气瓶必须戴上瓶帽,避免碰撞。不能与可燃气瓶、油脂和任何可嫩物一起运输;在固定焊接工位要用铁链将瓶可靠固定,移动时需固定在专用移动小车上。
g.氧气瓶应定期检查’,经检验合格后方可继续使用。
h.禁止用各种吊车吊运氧气瓶,禁止使用没有减压器的氧气瓶。
②乙炔气瓶。乙炔气瓶是储存和运输乙炔的容器。乙炔气瓶容量一般为40L,额定工作压力为1. 5MPa。瓶体漆成白色,并漆有红色“乙炔”字样。乙炔易溶于丙酮,根据这一特性,在乙炔气瓶内装有浸满着丙酮的多孔性填料,可使乙炔稳定而安全地储存在瓶中。
乙炔气瓶在使用时有以下注意事项。
a.乙块气瓶不能受到剧烈的振动和撞击。
b.乙炔气瓶应直立放置,防止丙酮随乙炔流出,发生危险。
c.乙炔气瓶表面温度不得超过40'C,因而必须避免阳光暴晒,应远离热源。
d.在减压器与瓶的连接口或其他接头管道有漏气时严禁使用。
e.乙炔气瓶气体不能全部用完,要求瓶内表压不低于0. 1 MPa。
f.开启瓶阀时动作应缓慢,一般只需开启3/4~3/2圈。
③焊炬。焊炬使氧气与乙炔经两个针阀调节后按正确比例混合,喷出的混合气体点燃后可产生高温,用来焊接管路的接头。焊炬结构如图1-9所示。
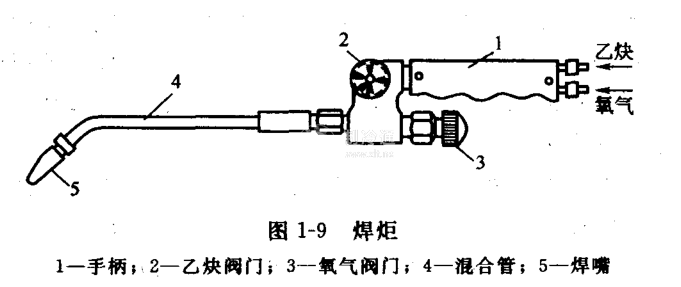
焊接时火焰的大小可通过两个针阀控制、调整,不同的材料、不同的管径,所需焊炬的大小和火焰温度的高低也不同,这需在焊接时逐渐摸索,灵活掌握。
④焊料与焊剂。
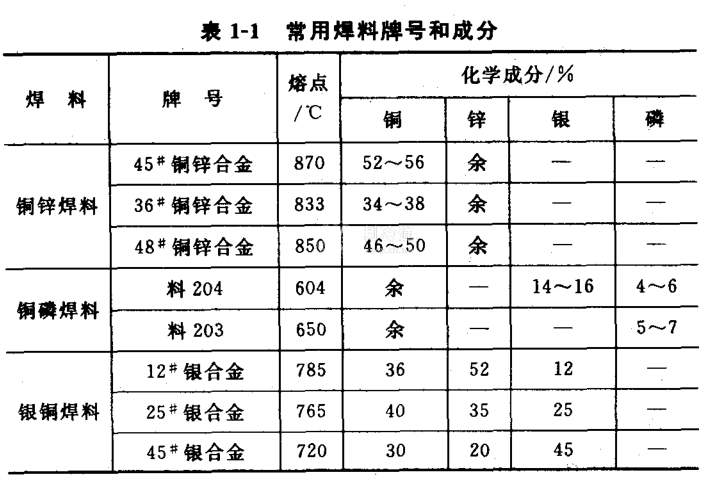
a焊料。制冷系统对密封性要求很高,而系统的密封性主要靠高质量焊接来保证,合理地选用焊料是保证焊接质量的重要环节。焊接时要根据管道材料和结构,正确地选择焊料。常用的钎焊焊料有银铜焊料、铜锌焊料和铜磷焊料,常用焊料牌号和成分见表1-1。
铜与铜之间焊接可选用铜磷焊料或低含银量的铜磷焊料。这种焊料价格低廉,具有良好的流动和润湿性能,而且不需要焊剂。不需焊剂的焊料称为自钎性焊料,这种焊料对制冷系统的焊接较好。因为焊剂有强腐蚀性,若焊后的残留物清洗不净,将带来极大的后患,自钎性焊料则可避免这类腐蚀。
铜与钢或钢与钢材料之间的焊接,可选用银铜焊料和适当的焊剂。焊后必须将焊口附近的残留物用热水或水蒸气冲洗干净,以防产生腐蚀。焊剂使用时最好用酒精稀释成糊状,涂于焊口表面,焊接时酒精迅速挥发而形成平滑薄膜,不易流失。同时,亦可避免水分侵入制冷系统。
b.焊剂。焊剂也称焊药。在气焊过程中,焊剂的作用主要是防止被焊工件金属及焊料的氧化。气焊时若不使用焊剂,焊缝中夹杂的氧化物会使焊接处的强度降低,产生泄漏。
焊剂分非腐蚀性和活化性两种。非腐蚀性焊剂对气焊温度在800℃以上的金属有效。活化性焊剂具有较强的清除氧化物和杂质的能力,但熔剂的熔渣对金属有腐蚀作用,焊完后必须全部清除.
气焊时要根据焊件的材料、焊料选用焊剂。铜管与铜管的焊接,使用铜磷焊料可不用焊剂,若使用银铜焊料或铜锌焊料可选用非腐蚀性焊剂,如硼砂、硼酸或两者混合的焊剂。铜管与钢管或钢管与钢管的焊接,用银铜焊料或铜锌焊料时,要选用活化性焊剂。







