
制冷系统管道的焊接方法有气焊、电焊两种。
氟利昂制冷系统的管道连接一般采用氧气一乙炔气焊设备或氧气一液化石油气气焊设备进行焊接。铜管与铜管的焊接可选用铜磷焊条(牌号有H L203 , H L204 , H L909 ),不需要用焊剂。铜管与钢管或者钢管与钢管的焊接可选用银铜焊条(牌号有HL301 , HL-302,HL303, HL312)或者铜锌焊条(牌号有HL103 ),需要活性化焊剂。
氨制冷系统管道外径为57mm以下一般采用气焊,当竹壁厚度达到3mm以上时采用焊条电弧焊。无缝钢管焊接应注意以下事项:
1)焊条成分与焊件成分相同,常用的气焊丝为钢丝(0. 8mm),电焊条用T422焊条。
2)焊接管道之间要有一定的间隙,以便铁液渗入,增强焊接强度。
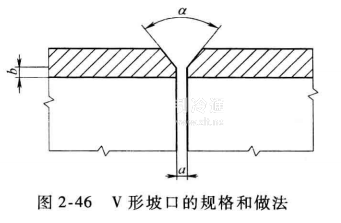
3)壁厚4mm以下的管道对焊一般不开坡口直接对齐管口进行焊接,而壁厚4mm以上的管道对焊需要开坡口,坡口可用砂轮机或气割加工。V形坡口的规格和做法如图2-46所示。
4)管道焊接时对准管口,管口偏差不应超过以下数值:管道壁厚小于6mm,偏差不超过0. 25mm;管道壁厚6~8mm,偏差不超过0. 5mm。
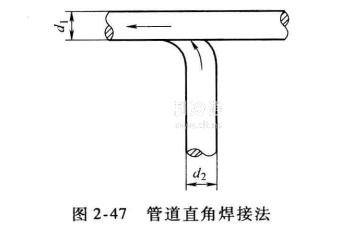
5)管道呈直角焊接时,管道应按制冷剂流动方向弯曲,机房吸入总管接出支管时,应从上部或中部接出,以避免压缩机开机时液体突然进入压缩机而引起倒霜。压缩机的排气管接入排气总管时,支管应顺制冷剂流向弯曲,并从总管的侧面按入,以减少阻力,如图2-47所示。
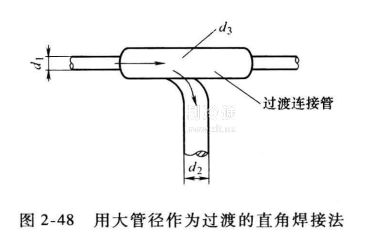
6) D38以下的管道呈直角焊接时,可用一段较大管径的无缝钢管作为过渡连接,如图2-48所示。
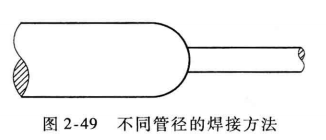
7)不同管径的管道焊接时,应将大管径的管口滚圆缩小到与小管径相一致时再焊接,如图2-49所示。
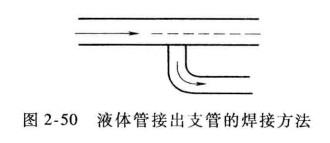
8)液体管上接出支管时,支管保证有充足的液量,支管应从液管的底部接出,如图2一50所示。
9)每个接头焊接不得超过两次,如超过两次就应锯掉一段管道,重新焊接。在焊接弯管接头时,接头距弯曲起点不应小于100mm。
10)各种管道焊接完成后,都要进行质量检查,焊缝不应产生未焊透、咬边、气孔、夹渣、裂纹等缺陷。







